

Dans l’industrie mécanique moderne, le tournage CNC occupe une place centrale dans la fabrication de pièces de révolution. Arbres, axes, bagues, moyeux, pignons ou encore brides : une grande partie des composants qui équipent les machines, les moteurs et les installations industrielles passent un jour ou l’autre sur un tour à commande numérique. Mais qu’est-ce que le tournage CNC exactement ? Comment fonctionne-t-il, quelles sont ses opérations de base et dans quels secteurs est-il utilisé ? Cet article propose une exploration détaillée de ce procédé, de ses principes fondamentaux à ses applications industrielles les plus courantes.
La définition et le principe du tournage CNC
Le tournage CNC (Computer Numerical Control) est un procédé d’usinage par enlèvement de matière qui consiste à façonner une pièce en la mettant en rotation autour de son axe, tandis qu’un outil de coupe fixe vient retirer progressivement la matière afin d’obtenir une géométrie précise. Cette technologie fait aujourd’hui partie des procédés les plus utilisés dans l’industrie mécanique moderne, notamment pour la fabrication de pièces dites « de révolution », c’est-à-dire des composants présentant une symétrie autour d’un axe central. Concrètement, le tournage CNC permet de transformer une matière brute (barre métallique, lopin forgé, pièce moulée ou ébauche industrielle) en un composant parfaitement dimensionné, répondant à des exigences strictes de tolérance, de finition de surface et de répétabilité. Arbres mécaniques, axes, moyeux, bagues, rouleaux, entretoises, raccords filetés, pièces hydrauliques ou composants de transmission : une immense variété de pièces industrielles sont produites grâce à ce procédé.
Contrairement au fraisage, où l’outil tourne pendant que la pièce reste fixe ou se déplace, le principe du tournage repose sur un mouvement inverse : la pièce est entraînée en rotation tandis que l’outil de coupe demeure piloté selon une trajectoire précise. Cette différence fondamentale influence directement les formes réalisables, les vitesses d’usinage et les performances de production. Dans le cas d’un tour conventionnel, les déplacements de l’outil sont commandés manuellement par un opérateur expérimenté qui ajuste lui-même les avances, les profondeurs de passe et les trajectoires. Si cette méthode reste pertinente pour certaines réparations ou petites fabrications, elle présente naturellement des limites en matière de répétabilité et de productivité. Le tournage CNC, à l’inverse, s’appuie sur une machine-outil pilotée par ordinateur. Un programme numérique contrôle automatiquement l’ensemble des mouvements, de la mise en rotation de la broche jusqu’au changement d’outils et à l’exécution des différentes opérations d’usinage. Cette automatisation permet d’atteindre des niveaux de précision extrêmement élevés, parfois de l’ordre du micron, tout en garantissant une parfaite constance entre plusieurs pièces produites en série. Grâce à cette maîtrise numérique, le tournage CNC répond aussi bien aux besoins de prototypage, de fabrication de pièces unitaires techniques, de maintenance industrielle ou de production en série. Il constitue aujourd’hui un maillon indispensable dans de nombreux secteurs comme la mécanique générale, l’énergie, l’agroalimentaire, l’automobile, l’aéronautique ou encore la fabrication de machines spéciales.
La pièce tourne, l’outil coupe
Le principe physique du tournage repose sur une logique relativement simple mais particulièrement efficace. Une pièce brute, généralement de forme cylindrique, est immobilisée dans un système de serrage appelé mandrin. Ce dernier entraîne ensuite la pièce en rotation à une vitesse parfois très élevée, pouvant atteindre plusieurs milliers de tours par minute selon le matériau travaillé et le diamètre usiné. La matière utilisée peut prendre différentes formes selon le contexte industriel : barres métalliques destinées à une production en série, lopins massifs pour des pièces de grande dimension, ébauches issues de la forge, de la fonderie ou encore composants à remettre en état dans le cadre d’une opération de maintenance industrielle. Face à cette pièce en rotation, un ou plusieurs outils de coupe équipés de plaquettes carbure, céramique ou CBN viennent progressivement enlever la matière sous forme de copeaux. Ces outils sont installés sur une tourelle motorisée capable de positionner rapidement différents outils selon les opérations programmées. L’outil se déplace principalement selon deux axes fondamentaux :
- l’axe Z, parallèle à l’axe de rotation de la pièce, qui détermine la longueur usinée et permet notamment le chariotage ;
- l’axe X, perpendiculaire à l’axe de rotation, qui contrôle les diamètres et les profondeurs de coupe.
Sur les tours modernes, ces deux axes peuvent être complétés par des mouvements supplémentaires améliorant considérablement les possibilités d’usinage. L’axe C, par exemple, autorise un positionnement angulaire précis de la broche afin d’effectuer certaines opérations hors axe. Certains centres de tournage disposent également d’outils tournants motorisés, capables d’intégrer du perçage radial, du taraudage ou même certaines opérations de fraisage directement sur la machine, limitant ainsi les reprises sur d’autres équipements. La combinaison entre la rotation de la pièce et le déplacement contrôlé de l’outil permet d’obtenir des formes de révolution complexes : cylindres, cônes, portées de roulements, gorges techniques, épaulements, logements de joints, filetages métriques ou trapézoïdaux, chanfreins ou encore profils spécifiques répondant à des exigences mécaniques précises. Le tournage CNC offre également un excellent contrôle de l’état de surface. En ajustant correctement les paramètres de coupe (vitesse de rotation, avance de l’outil, géométrie de plaquette et lubrification) il devient possible d’obtenir des surfaces très propres nécessitant peu ou pas de reprise de finition.
Le rôle de la commande numérique
Ce qui distingue fondamentalement le tournage CNC du tournage conventionnel réside dans le contrôle numérique des déplacements. Là où un opérateur devait autrefois guider manuellement chaque mouvement, la machine exécute aujourd’hui une séquence entièrement programmée avec une extrême précision. Le fonctionnement repose sur un programme d’usinage, généralement rédigé en G-code, un langage standard utilisé sur les machines-outils à commande numérique. Ce programme indique à la machine l’ensemble des actions à effectuer :
- la vitesse de rotation de la broche ;
- la vitesse d’avance de l’outil ;
- la profondeur de passe selon le matériau ;
- les coordonnées précises des trajectoires ;
- l’enchaînement automatique des opérations ;
- les changements d’outils et les temps de pause éventuels.
Avant d’être envoyé sur la machine, ce programme est généralement préparé à l’aide d’un logiciel de FAO (Fabrication Assistée par Ordinateur) qui optimise les parcours outils et réduit les risques d’erreur. Une simulation numérique permet souvent de vérifier qu’aucune collision ne survienne entre les outils, le mandrin ou la pièce. Cette automatisation procure plusieurs avantages déterminants pour l’industrie moderne. Le premier est naturellement la précision. Les tours CNC modernes sont capables de respecter des tolérances extrêmement serrées, parfois inférieures au centième de millimètre, indispensables dans les environnements mécaniques exigeants. Le deuxième avantage réside dans la répétabilité. Une fois le programme validé, chaque pièce fabriquée reproduit exactement les mêmes dimensions, sans variation significative d’un exemplaire à l’autre. Cette stabilité est essentielle dans les productions en série ou les assemblages mécaniques nécessitant un ajustement parfait. Enfin, le tournage CNC permet de réaliser des géométries complexes en une seule prise de pièce. Là où plusieurs machines et repositionnements étaient parfois nécessaires auparavant, un centre de tournage moderne peut enchaîner automatiquement dressage, chariotage, perçage, filetage et finition, réduisant les délais, les risques d’erreur et les coûts de fabrication.

Les principales opérations de tournage CNC
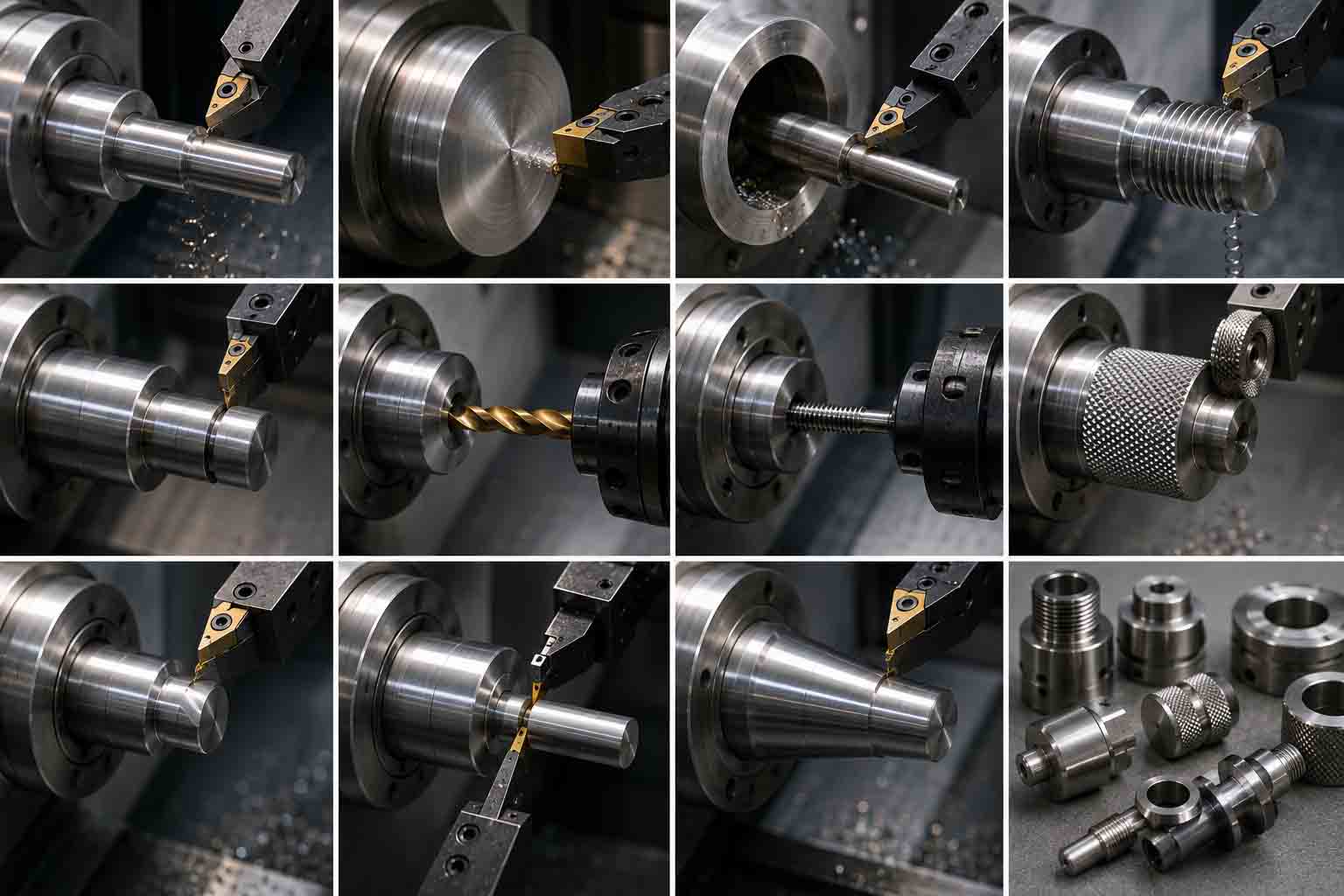
Contrairement à une idée reçue, le tournage ne se limite absolument pas à une simple réduction de diamètre sur une pièce cylindrique. Il s’agit en réalité d’un ensemble d’opérations d’usinage complémentaires pouvant être combinées de manière extrêmement précise afin d’obtenir une pièce mécanique conforme à des exigences dimensionnelles, fonctionnelles et esthétiques parfois très élevées. Grâce à la commande numérique, ces différentes étapes peuvent s’enchaîner automatiquement au sein d’un même programme d’usinage, sans repositionnement manuel de la pièce ni intervention humaine importante entre chaque opération. Cette capacité à centraliser plusieurs travaux sur une seule machine représente un gain majeur en matière de productivité, de précision et de réduction des erreurs de reprise. Selon la complexité du composant à produire, un cycle de tournage CNC peut intégrer plusieurs opérations successives destinées à façonner aussi bien les surfaces extérieures qu’intérieures, créer des profils techniques ou préparer certains assemblages mécaniques :
- Le chariotage : Il s’agit de l’opération fondamentale du tournage. L’outil se déplace parallèlement à l’axe de rotation afin de diminuer le diamètre extérieur sur une longueur donnée. Cette étape sert notamment à réaliser des surfaces cylindriques parfaitement calibrées, des portées destinées aux roulements, des arbres de transmission, des axes mécaniques ou des zones d’assemblage nécessitant une excellente concentricité. Selon les besoins, le chariotage peut être réalisé en ébauche pour retirer rapidement de grandes quantités de matière ou en finition afin d’obtenir une cote précise et un état de surface optimisé ;
- Le dressage : Cette opération consiste à usiner une face plane à l’extrémité de la pièce. L’outil se déplace perpendiculairement à l’axe de rotation afin de garantir une surface parfaitement propre et perpendiculaire. Le dressage joue un rôle essentiel pour assurer la précision des longueurs, préparer un montage ou améliorer les références géométriques d’une pièce. Une face mal dressée peut provoquer des défauts d’alignement ou des contraintes mécaniques importantes lors de l’assemblage ;
- L’alésage en tournage : Lorsqu’un trou déjà existant doit être agrandi ou corrigé avec une grande précision, l’alésage devient indispensable. Cette opération améliore non seulement le diamètre intérieur, mais aussi la cylindricité, la concentricité et l’état de surface du perçage. L’alésage est particulièrement utilisé pour les logements de roulements, les paliers, les corps hydrauliques, les bagues mécaniques ou encore certaines pièces nécessitant des ajustements serrés entre composants ;
- Le filetage : Intérieur ou extérieur, le filetage consiste à créer un profil hélicoïdal permettant l’assemblage mécanique de composants vissés. Le tournage CNC autorise une très grande précision sur les pas, profondeurs et profils de filets, y compris sur des standards techniques spécifiques : filetages métriques, gaz, trapézoïdaux, coniques ou encore sur mesure selon les besoins industriels. Cette opération est omniprésente dans les raccords hydrauliques, les systèmes pneumatiques, les vis sans fin ou les assemblages mécaniques démontables ;
- Le gorgeage et le tronçonnage : Bien que souvent associés, ces deux procédés répondent à des objectifs différents. Le gorgeage consiste à créer une rainure ou un logement technique sur la pièce, destiné par exemple à accueillir un joint torique, un circlip, un segment ou un système d’étanchéité. Le tronçonnage, quant à lui, intervient généralement en fin de cycle afin de séparer proprement la pièce terminée de la barre brute ou de découper un composant à une longueur précise. Cette opération exige une excellente stabilité de coupe afin d’éviter les vibrations ou les ruptures d’outil ;
- Le perçage axial : Réalisé directement dans l’axe de rotation de la pièce, le perçage permet de créer un trou central servant parfois de passage, d’allègement ou de préparation à d’autres opérations comme l’alésage, le taraudage ou l’usinage de logements internes. Sur les centres de tournage modernes, plusieurs diamètres de perçage peuvent être réalisés automatiquement grâce au changement d’outils programmé ;
- Le taraudage : Souvent associé au perçage, le taraudage permet de créer un filetage intérieur directement dans un trou usiné. Cette opération facilite ensuite le vissage d’éléments mécaniques sans ajout d’écrou. Le taraudage CNC garantit une excellente répétabilité et une parfaite régularité des filetages, y compris sur des matériaux techniques ou des petites dimensions ;
- Le moletage : Contrairement à la majorité des opérations de tournage, le moletage ne retire pas de matière mais modifie légèrement la surface en imprimant un relief régulier. Cette texture améliore considérablement la préhension manuelle d’un composant. On retrouve fréquemment cette finition sur des poignées, molettes de réglage, boutons de serrage ou pièces manipulées sans outil. Le moletage peut adopter différentes formes : droit, croisé ou diamant selon les usages recherchés ;
- Le chanfreinage : Souvent discret mais particulièrement utile, le chanfreinage consiste à casser légèrement une arête vive afin de faciliter le montage, limiter les risques de blessure, améliorer l’insertion d’un composant ou préparer un futur filetage. Cette opération contribue également à limiter certaines concentrations de contraintes mécaniques susceptibles de fragiliser la pièce ;
- Le tournage conique et profilé : Certaines pièces industrielles nécessitent des géométries plus complexes que de simples cylindres. Les tours CNC modernes permettent de réaliser des cônes, profils variables, rayons ou formes techniques spécifiques avec une très grande précision, notamment dans les secteurs de l’énergie, de l’outillage ou de la transmission mécanique.
Combinées intelligemment au sein d’un même programme d’usinage, ces opérations permettent de produire des pièces mécaniques complexes, précises et directement exploitables, tout en réduisant fortement les temps de fabrication, les manipulations intermédiaires et les risques d’erreur liés aux reprises successives. Cette polyvalence constitue d’ailleurs l’un des grands avantages du tournage CNC moderne : Une seule machine peut aujourd’hui réaliser en quelques minutes ce qui nécessitait auparavant plusieurs postes d’usinage distincts, avec un niveau de répétabilité et de qualité particulièrement élevé.
Le déroulement d’une opération de tournage CNC
Comme tout procédé d’usinage de précision, le tournage CNC suit une chaîne d’étapes rigoureuse et méthodique, depuis la conception numérique de la pièce jusqu’à son contrôle final avant livraison ou montage. Contrairement à une idée reçue, l’usinage ne se résume pas au simple passage d’une pièce sur une machine : il implique un véritable travail de préparation technique, de programmation et de validation afin de garantir un résultat conforme aux exigences mécaniques du cahier des charges. Chaque étape influence directement la qualité finale de la pièce, ses performances fonctionnelles et sa conformité dimensionnelle. Une erreur dans la modélisation, un mauvais choix d’outil ou des paramètres de coupe mal adaptés peuvent entraîner des écarts de tolérance, un mauvais état de surface ou une usure prématurée des équipements. C’est pourquoi les ateliers spécialisés suivent généralement un processus structuré visant à sécuriser chaque phase de fabrication.
1. La conception et la modélisation (CAO)
Tout projet de tournage CNC débute par la définition numérique précise de la pièce. Cette étape s’appuie sur des logiciels de CAO (Conception Assistée par Ordinateur) tels que SolidWorks, CATIA, Inventor ou Fusion 360, capables de modéliser une pièce mécanique en trois dimensions avec un très haut niveau de précision. Le modèle numérique intègre l’ensemble des éléments techniques nécessaires à la fabrication :
- les dimensions exactes de la pièce ;
- les tolérances dimensionnelles et géométriques ;
- les rayons, chanfreins, filetages ou gorges techniques ;
- les exigences d’état de surface ;
- les spécifications de montage ou de fonctionnement.
Cette phase de conception constitue une étape fondamentale puisqu’elle permet d’anticiper les contraintes de fabrication avant même le lancement de l’usinage. Certaines géométries peuvent nécessiter des outils spécifiques, des stratégies de coupe particulières ou des reprises supplémentaires. Dans certains cas, notamment en maintenance industrielle, il n’existe aucun plan d’origine disponible. L’atelier peut alors s’appuyer sur une pièce modèle existante, même endommagée, usée ou cassée, afin de la reproduire grâce à un travail de rétro-conception. Des relevés dimensionnels précis sont réalisés, parfois complétés par de la numérisation 3D, pour reconstruire le modèle numérique avant fabrication. Cette capacité à recréer une pièce devenue introuvable constitue d’ailleurs un levier important pour limiter les arrêts de production sur certains équipements industriels anciens.
2. La programmation de l’usinage (FAO)
Une fois la conception validée, le modèle numérique est transformé en instructions exploitables par la machine à l’aide d’un logiciel de FAO (Fabrication Assistée par Ordinateur). Cette étape consiste à définir la stratégie d’usinage optimale afin de produire la pièce dans les meilleures conditions de qualité, de sécurité et de productivité. Le programmeur usine sélectionne alors plusieurs paramètres essentiels :
- le choix des outils de coupe : Plaquettes carbure, céramique, CBN ou outils spécifiques selon le matériau travaillé ;
- les nuances de coupe adaptées à la dureté, à la résistance thermique ou à la ténacité du matériau ;
- les stratégies d’usinage : Phases d’ébauche destinées à retirer rapidement un volume important de matière, puis opérations de finition permettant d’atteindre les dimensions définitives et un état de surface optimal ;
- les conditions de coupe : Vitesse de rotation de la broche, avance de l’outil, profondeur de passe, vitesse de pénétration ou conditions de lubrification ;
- les trajectoires outils et l’ordre d’enchaînement des opérations afin d’optimiser les temps de cycle.
L’objectif est de trouver le meilleur équilibre entre rapidité d’exécution, qualité d’usinage et préservation des outils. Des paramètres trop agressifs peuvent provoquer une usure prématurée des plaquettes, des vibrations ou des défauts de surface, tandis qu’un usinage trop prudent allonge inutilement les délais de production. Les logiciels modernes permettent également d’effectuer une simulation virtuelle du programme avant usinage. Cette étape limite fortement les risques de collision entre les outils, le mandrin ou la pièce et permet d’identifier certaines erreurs avant le lancement machine. Une fois validé, le programme est converti en G-code, le langage standard compris par le tour CNC. Ce fichier contient l’ensemble des instructions nécessaires à l’exécution automatique des opérations.
3. Le réglage de la machine et l’usinage
Avant le démarrage de la production, une phase de préparation machine demeure indispensable. L’opérateur procède au montage de la pièce dans le mandrin ou dans un système de bridage adapté, puis installe les outils nécessaires dans la tourelle de tournage. Chaque outil doit être soigneusement référencé afin que la machine connaisse précisément sa position dans l’espace. Ce travail de réglage, appelé parfois prise d’origine ou référencement machine, conditionne directement la précision finale des dimensions obtenues. Une fois le programme chargé et les paramètres vérifiés, l’usinage peut commencer. Le tour CNC exécute automatiquement la succession des opérations programmées :
- dressage des faces ;
- chariotage des diamètres ;
- perçage et alésage ;
- filetage ;
- gorgeage ;
- tronçonnage final.
Pendant cette phase, une lubrification abondante joue un rôle déterminant. Le liquide de coupe assure plusieurs fonctions essentielles :
- réduire l’échauffement provoqué par le frottement ;
- éviter certaines déformations thermiques ;
- améliorer l’état de surface ;
- évacuer efficacement les copeaux ;
- prolonger la durée de vie des outils de coupe.
Sur certaines productions complexes ou de haute précision, des contrôles intermédiaires peuvent être réalisés directement en cours d’usinage afin de vérifier certaines cotes critiques avant la poursuite du programme.
4. Le contrôle qualité
Une fois l’usinage terminé, la pièce entre dans une phase essentielle : le contrôle qualité. Même avec des machines extrêmement précises, chaque composant doit être vérifié afin de garantir sa conformité aux exigences du plan de fabrication. La pièce est généralement ébavurée afin d’éliminer les arêtes coupantes ou résidus de matière pouvant nuire au montage ou à la sécurité d’utilisation. Vient ensuite le contrôle dimensionnel réalisé à l’aide d’instruments de métrologie adaptés :
- le pied à coulisse pour les contrôles courants ;
- le micromètre pour les mesures de très haute précision ;
- le comparateur pour vérifier les faux-ronds ou les écarts géométriques ;
- la machine à mesurer tridimensionnelle (MMT) pour les géométries complexes nécessitant un contrôle complet en trois dimensions.
Ces vérifications permettent de s’assurer du respect des tolérances imposées sur le plan et d’éviter toute non-conformité susceptible d’affecter les performances mécaniques ou la durée de vie du composant. Pour aller plus loin sur ce sujet, notre article consacré à la tolérance d’usinage détaille les enjeux liés aux écarts admissibles en mécanique de précision.
| Étape | Outils & technologies | Objectif |
|---|---|---|
| Conception CAO | SolidWorks, CATIA, Fusion 360 | Modéliser précisément la pièce, ses dimensions et ses tolérances |
| Programmation FAO | Mastercam, Edgecam, GibbsCAM | Créer une stratégie d’usinage optimisée et générer le programme machine |
| Tournage CNC | Tour CNC, plaquettes carbure, lubrification | Usiner automatiquement la pièce avec une très haute précision |
| Contrôle qualité | Micromètre, comparateur, MMT | Valider la conformité dimensionnelle et géométrique |

Les avantages concrets du tournage CNC
Si le tournage CNC s’est imposé comme une technologie incontournable dans l’industrie moderne, ce n’est pas uniquement en raison de son niveau de précision. Ce procédé cumule en réalité plusieurs avantages techniques, économiques et organisationnels qui expliquent sa place centrale dans la fabrication mécanique actuelle. Le premier atout réside naturellement dans la précision. Grâce à la commande numérique et au pilotage informatique des trajectoires, les tours modernes atteignent des niveaux de tolérance extrêmement faibles, parfois de quelques microns seulement. Cette précision devient indispensable pour les composants mécaniques devant fonctionner avec des jeux très réduits, supporter des efforts importants ou s’assembler parfaitement dans un ensemble complexe. À cette précision s’ajoute une répétabilité exceptionnelle. Une fois le programme validé, la machine reproduit exactement les mêmes opérations avec un niveau de constance impossible à atteindre manuellement. Chaque pièce d’une série conserve ainsi les mêmes dimensions, les mêmes états de surface et les mêmes caractéristiques géométriques, ce qui réduit fortement les rebuts et sécurise les assemblages industriels. Le tournage CNC se distingue également par sa productivité élevée. Le changement automatique d’outils, l’enchaînement des opérations sans interruption et l’automatisation des mouvements réduisent considérablement les temps de cycle. Certaines machines peuvent fonctionner sur des plages prolongées avec une surveillance limitée, notamment dans les productions répétitives ou les séries importantes. Cette automatisation apporte aussi une forte flexibilité de production. Contrairement à certaines idées reçues, le tournage CNC ne se limite pas aux grandes séries industrielles. Un même tour peut fabriquer une pièce unitaire, un prototype, une petite série technique ou plusieurs milliers de composants identiques, simplement par modification du programme machine. Cette adaptabilité répond particulièrement bien aux besoins de la maintenance industrielle, des machines spéciales ou des productions sur mesure. Un autre avantage majeur tient à la polyvalence des matériaux usinables. Le tournage CNC permet de travailler une grande diversité de matières :
- les aciers de construction ;
- les aciers alliés ou traités ;
- les inox résistants à la corrosion ;
- les alliages d’aluminium ;
- les bronzes et laitons ;
- la fonte ;
- les plastiques techniques comme le POM, le PTFE ou le PEEK.
Enfin, malgré un investissement initial souvent important dans les équipements, le tournage CNC demeure une solution particulièrement rentable. La réduction des erreurs, la diminution des rebuts, la rapidité d’exécution et la possibilité de produire des pièces complexes en une seule prise permettent de maîtriser les coûts de fabrication sur le long terme. Dans de nombreux contextes industriels, cette combinaison entre précision, rapidité, fiabilité et flexibilité fait du tournage CNC un procédé difficilement remplaçable pour les pièces techniques exigeantes.
Les matériaux usinés en tournage
La polyvalence du tournage CNC tient en grande partie à la diversité des matériaux qu’il permet de travailler. Le choix de la nuance influe directement sur les conditions de coupe et sur le choix des outils. Pour approfondir ce sujet, notre article sur les aciers les mieux adaptés à l’usinage détaille les critères d’usinabilité.
- Les aciers de construction et aciers alliés : Matériaux les plus courants, ils couvrent une large gamme d’applications mécaniques (arbres, axes, pièces de transmission) ;
- Les aciers inoxydables : Recherchés pour leur résistance à la corrosion, notamment dans l’agroalimentaire et la chimie, ils demandent des outils et des conditions de coupe adaptés à leur ténacité ;
- La fonte : Appréciée pour sa bonne usinabilité et sa stabilité, fréquente dans les bâtis et les pièces de structure ;
- Les alliages d’aluminium : Légers et faciles à usiner, ils sont privilégiés là où le poids est un critère, comme dans l’aéronautique ;
- Les alliages de cuivre (bronze, laiton) : Utilisés pour les bagues, coussinets et pièces de frottement ;
- Les plastiques techniques : PTFE, POM, PEEK et autres polymères d’ingénierie, pour des pièces isolantes, légères ou résistantes chimiquement.
Les principales applications industrielles du tournage CNC
Parce qu’il permet de produire avec une très grande précision des pièces de révolution indispensables au fonctionnement des équipements mécaniques, le tournage CNC occupe une place stratégique dans une multitude de secteurs industriels. Qu’il s’agisse d’énergie, de production manufacturière, d’agroalimentaire, de transport ou de maintenance, peu d’industries échappent réellement à ce procédé d’usinage. La raison est relativement simple : de nombreux composants industriels possèdent une géométrie cylindrique ou symétrique autour d’un axe. Arbres, axes, bagues, moyeux, rouleaux, raccords, douilles, brides, paliers ou composants filetés nécessitent presque toujours une étape de tournage avant leur intégration dans un système mécanique plus vaste. Le tournage CNC se distingue également par sa capacité à produire aussi bien des pièces unitaires de très grande dimension que des séries industrielles répétitives avec un haut niveau de précision. Cette polyvalence explique son intégration dans des environnements industriels extrêmement variés, chacun avec ses contraintes techniques, normatives et fonctionnelles.
- Dans l’industrie de l’énergie, le tournage CNC intervient dans la fabrication de nombreuses pièces critiques soumises à des contraintes mécaniques, thermiques ou de pression particulièrement importantes. Il permet notamment de produire des arbres de transmission, des brides industrielles, des corps de vannes, des composants de pompes, des rotors, des bagues techniques ou encore certaines pièces de turbines. Ces composants doivent généralement présenter une excellente résistance mécanique ainsi qu’un niveau de précision très élevé afin d’éviter tout défaut d’alignement ou perte de rendement. Les matériaux utilisés incluent fréquemment les aciers alliés, les aciers traités thermiquement et les inox techniques capables de résister à la corrosion ou aux environnements sévères ;
- Le secteur des machines spéciales s’appuie massivement sur le tournage CNC afin de produire des composants entièrement sur mesure. Contrairement aux équipements standardisés, les machines spéciales sont conçues pour répondre à un besoin industriel précis : automatisation, conditionnement, convoyage, assemblage ou transformation de produits. Chaque projet peut nécessiter la fabrication d’axes techniques, d’entretoises, de galets, de supports rotatifs, de moyeux ou de pièces mécaniques uniques impossibles à trouver dans le commerce. La flexibilité du tournage CNC permet ici de fabriquer rapidement des pièces prototypes ou de faibles séries avec un haut niveau de personnalisation ;
- L’industrie agroalimentaire fait également largement appel au tournage CNC, notamment pour la fabrication de composants destinés aux lignes de production et aux systèmes de convoyage. Dans cet environnement, les exigences d’hygiène imposent des contraintes particulièrement strictes. Les pièces doivent présenter un excellent état de surface afin d’éviter toute rétention de résidus alimentaires ou contamination bactérienne. Le tournage est ainsi utilisé pour produire des arbres de convoyeurs, bagues, rouleaux, raccords, pièces de dosage ou composants de mélange, le plus souvent en acier inoxydable pour garantir résistance à la corrosion et conformité sanitaire ;
- La maintenance industrielle constitue un autre domaine majeur d’application du tournage CNC. Dans de nombreuses usines, certaines machines anciennes ou spécifiques utilisent des pièces devenues introuvables auprès des fabricants d’origine. Le tournage permet alors de reproduire une pièce à l’identique à partir d’un modèle usé, cassé ou incomplet. Cette capacité de rétro-fabrication représente souvent un levier essentiel pour limiter les arrêts de production et éviter le remplacement complet d’équipements encore fonctionnels. Axes, bagues, entretoises, paliers, pièces hydrauliques ou composants mécaniques spécifiques peuvent ainsi être refabriqués rapidement afin de remettre une installation en service dans les meilleurs délais ;
- Les secteurs de la transmission mécanique et des engrenages utilisent également massivement le tournage CNC dans leurs processus de fabrication. Avant les opérations de denture ou de finition, il est souvent nécessaire de préparer des ébauches d’arbres, de moyeux, de pignons ou de composants de transmission. Le tournage assure alors la précision des diamètres, des portées et des logements techniques indispensables au bon fonctionnement de l’ensemble mécanique. Ces pièces peuvent ensuite être complétées par des opérations de taillage d’engrenage, de rectification ou de traitement thermique selon les performances recherchées ;
- L’industrie du transport, qu’il s’agisse de l’automobile, du ferroviaire ou de certains équipements aéronautiques, exploite également le tournage CNC pour produire des arbres, axes, moyeux, bagues, composants de suspension ou éléments de transmission nécessitant un excellent niveau de fiabilité. Dans ces secteurs, la maîtrise des tolérances dimensionnelles joue un rôle essentiel pour garantir la sécurité et la durée de vie des équipements ;
- Les industries hydrauliques et pneumatiques utilisent le tournage CNC pour fabriquer des raccords techniques, corps de vérins, pistons, bagues d’étanchéité ou composants filetés devant supporter de fortes pressions de fonctionnement. La précision des filetages et la qualité des états de surface sont ici particulièrement importantes afin d’assurer l’étanchéité des circuits ;
- Le secteur du nucléaire et de la chimie requiert quant à lui des composants usinés dans des matériaux capables de résister à des environnements extrêmement exigeants. Les pièces tournées doivent souvent répondre à des exigences strictes en matière de certification, de traçabilité et de contrôle qualité.
Cette diversité d’applications illustre parfaitement la polyvalence du tournage CNC. Derrière des secteurs parfois très différents se cache finalement un même besoin : produire des composants fiables, précis et capables de fonctionner durablement dans des environnements industriels souvent exigeants.
| Secteur d’application | Exemples de pièces | Matériaux courants |
|---|---|---|
| Énergie | Arbres, brides, corps de vannes, pièces de pompes, turbines | Aciers alliés, inox, matériaux techniques |
| Machine spéciale | Axes, entretoises, galets, pignons, pièces sur mesure | Aciers, aluminium, inox |
| Agroalimentaire | Arbres de convoyeurs, bagues, raccords, rouleaux | Acier inoxydable |
| Maintenance industrielle | Pièces de rechange à l’identique, composants obsolètes | Selon l’origine et les contraintes mécaniques |
| Transmission mécanique | Ébauches d’arbres, moyeux, pignons | Aciers de traitement |
| Transport | Axes, moyeux, bagues, composants mécaniques | Aciers alliés, aluminium |
| Hydraulique / Pneumatique | Corps de vérins, raccords, pistons | Inox, aciers techniques, bronze |
Chez Grare, notre parc de tours à commande numérique nous permet d’usiner des pièces allant de quelques grammes jusqu’à plusieurs tonnes, avec des capacités pouvant atteindre 1000 mm de diamètre et 3000 mm de longueur. Cette polyvalence nous permet de répondre aussi bien à des besoins de pièces unitaires techniques, de maintenance industrielle urgente que de fabrication en série, sur une large diversité de matériaux et de secteurs d’activité.